|
|
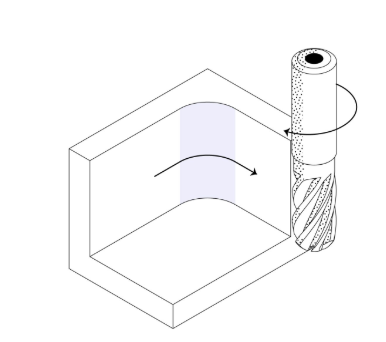
Tool geometry
Most CNC machining
cutting tools have a cylindrical shape with a flat or spherical end,
restricting the part geometries that can be produced.
For instance, the internal vertical corners of a CNC part will always have a
radius, no matter how small a cutting tool is used.
|
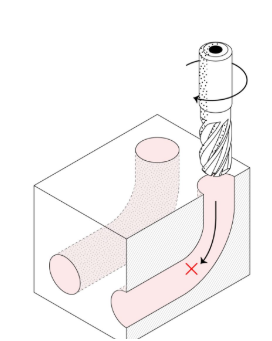
Tool access
Surfaces that
cannot be reached by the cutting tool, cannot be CNC machined.
This prohibits, for example, the fabrication of parts with internal 'hidden'
geometries, and puts a limit to the maximum depth of an undercut.
|
|
|
|
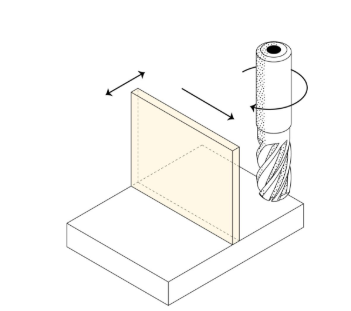
Workpiece stiffness
Due to the cutting
forces and the temperatures developed during machining, it is possible for
the workpiece to deform or vibrate.
This limits, for example, the minimum wall thickness that a CNC machined part
can have and the maximum aspect ratio of tall features.
|
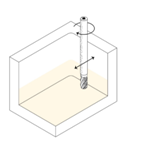
Tool stiffness
Like the workpiece,
the cutting tool can also deflect or vibrate during machining. This results
in looser tolerances and even tool
breakage.
The effect becomes more prominent when the ratio of length-to-diameter of the
cutting tool increases and is the reason why
deep cavities
cannot be easily CNC machined.
|
|
|
|
Workholding
The geometry of a
part determines the way it will be held on the CNC machine and the number of
setups required. This has an impact on the cost, but also the accuracy of a
part.
For example, manual repositioning introduces a small, but not negligible,
positional error. This a key benefit of 5-axis versus 3-axis CNC machining.
|
|
|
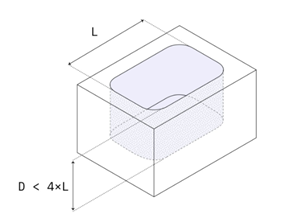
Cavities & pockets
Recommended depth: 4 x cavity width
Feasible depth: 10 x tool diameter or 25 cm
(10'')
Deeper cavities need to be machined with cutting tools with larger diameter
affecting the fillets of the internal edges.
|
|
|
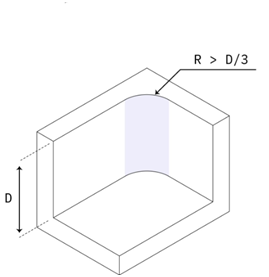
Internal edges Recommended: larger than ⅓ x cavity depth
For internal vertical edges, the larger the fillet the better.
Edges on the floor of a cavity should be either sharp or have a 0.1 mm or 1
mm radius.
|
|
|
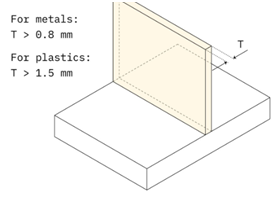
Minimum wall thickness
Recommended: 0.8 mm (for metals)
Feasible: 0.5 mm
Recommended: 1.5 mm (for plastics)
Feasible: 1.0 mm
Decreasing the wall thickness reduces the stiffness of the workpiece,
increasing vibrations and lowering the achievable tolerances.
Plastics are especially prone to warping and thermal softening, so a larger
minimum wall thickness is necessary.
|
|
|
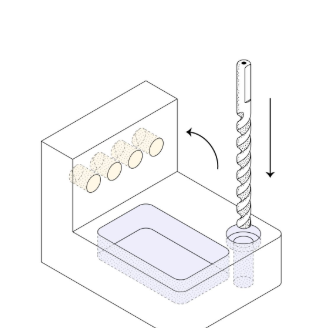
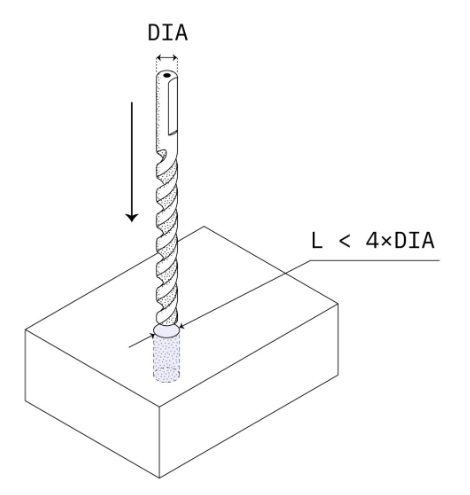
Recommended depth: 4 x nominal diameter
Max. depth: 10 x nominal diameter
Holes with standard diameter are preferred, as they can be machined with a
standard drill bit. Blind holes machined with a drill will have a conical
floor.
Holes with non-standard diameter will be machined with an end mill tool and
should be treated as cavities (see previous rule). Blind holes machined with
an end mill tool will be flat
|
|
|
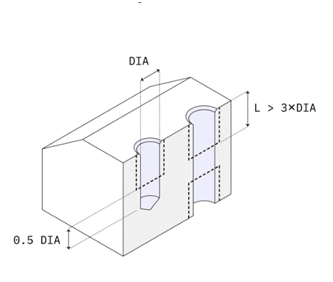
hreads Recommended length: 3 x nominal diameter
Recommended size: M6 or larger
Feasible size: M2
Choose the largest thread possible, as they are easier to machine. Threads
longer than 3 times the nominal diameter are unnecessary.
Always design threads as cosmetic in your CAD package and include a technical
drawing to your order.
|
|
|
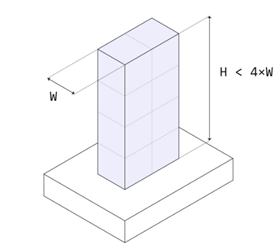
Tall features
Recommended max. ratio: height / width < 4
Tall features are difficult to machine accurately, as they are prone to
vibrations. Consider the overall geometry of the part: rotating the part by
90° degrees during machining changes the aspect ratio.
|
|
|
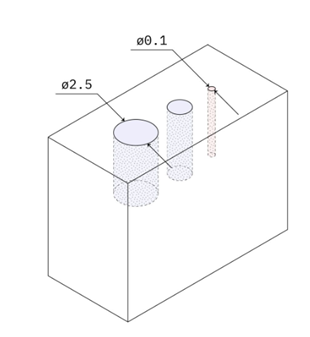
Small features Recommended: 2.5 mm (0.100'')
Feasible: 0.100 mm (.010'')
Cavities and holes down to 2.5 mm (0.1'') can be CNC machined with standard
cutting tools. Anything below this limit is considered micro-machining and
must be avoided unless necessary.
|


